Ступенчатая заточкаСамый эффективный метод, изобретенный много веков назад, это разделение действий абразива по углу.
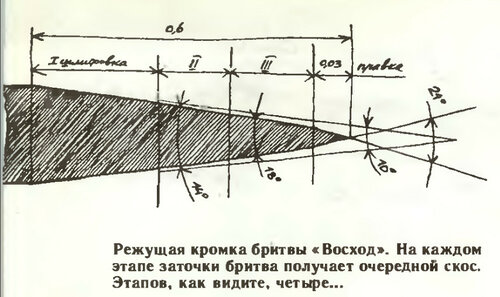
Полотна безопасных бритвТак поступают при изготовлении лезвий для безопасных бритв: ступенчатая заточка с увеличением угла при уменьшении величины зерна абразива.
У безопасных бритв углы в, среднем, такие:
- Обдирка - 14 - 16 градусов
- Заточка - 19 - 20 градусов
- Доводка - 23,5 градуса - рабочий угол резания.
Было описано в журнале "Химия и жизнь", 1982, 11. Стр. 89. "Как бритва".
Тут Вы сможете скачать статью из него - "Как бритва"
http://collection.edu.yar.ru/catalog/ru ... electronic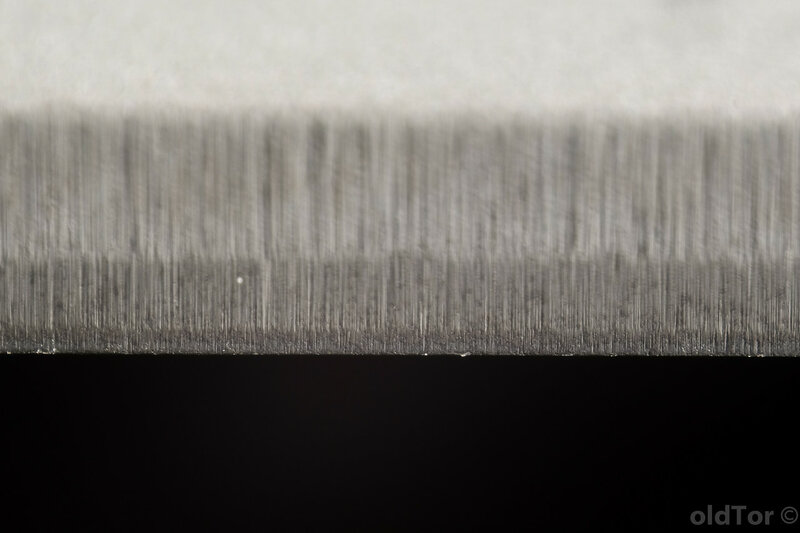
Лезвие для Т-образной бритвы "Спутник", 1мм. по горизонтали. Фото Ярослава oldTor
https://fotki.yandex.ru/users/jar-tor/album/513824/Суть методаСмысл - на каждом этапе заточке снять слой рисок от предыдущей стадии, чтобы на РК не выходили предыдущие более крупные риски.
Под этим углом вопроса сравним методы заточки (простой, с акцентом, ступенька):
- простой
не меняем угол вообще
но при этом есть шанс все же пропустить выход рисок от пред. стадии на РК
нужен контроль со сменой рисок или оптикой
- Уменьшение акцента на РК
при переходе на сл. абразив начинаем акцентировать нажим дальше от РК, ближе к ребру перехода со спуска в подвод
Т.е. с каждым шагом идет уменьшение угла.
Объём работ больше, чем при классическом случае, но на скорость работы оказывает влияние меньшее пятно контакта (стачиваем ребро перехода потому как).
- Ступенька
каждая стадия - увеличение угла.
Поэтому вся обработка всегда идет на РК.
Количество углов зависит от количества используемых абразивов.
Например: 1 - обдирка, 2 - заточка, 3 - доводка.
Ступенчатая заточка(с увеличением угла при уменьшении величины зерна абразива) позволяет полностью удалить риски от предыдущего, более крупного, абразива, так как при этой методе они гарантированно удаляются под углом вместе с заусенцем.
Увеличение угла и заусенецРаботая по плоскостям заусенец вы не снимете, но стоит чуть дать угол - заусенец отлетает прям ниткой.
----
На одних твердых сталях этим методом можно избавится от заусенца, а вот на Ваших трамантинах и других кухонниках это не всегда помогает, но есть и другие приёмы избавления от заусенца при заточке на абразивах любой гритности.
Выход на РК Основное назначение повышения угла - гарантировано не допустить грубые риски на РК.
Это всё, в основном, связано с применением приспособлений на которых можно держать угол и изменять его.
Фишка в том, что мы должны любой ценой избавить РК от выхода на нее рисок от предыдущего, более крупного зерна.
Это трудно сделать выполняя параллельно-последовательно съем металла с поверхности подвода, постоянно стараясь держать заданный угол и, одновременно, прямоту подвода (выше - метод 1: простой) - все равно он получается округленный при ручной заточке:
- от качания угла
- от изменения акцента нажима
(неравномерности усилия прижима) - от свободного абразива
Это округление не дает возможность контролировать место действия абразива (т.е. в каком месте Вы сейчас обрабатываете подвод), т.к. подвод скруглен и контакт с бруском происходит по этой выпуклости, по линии, образующей округление.
Из-за этого не всегда более тонкий абразив доводит кромку и до конца удаляет предыдущие риски, а именно это надо держать под строгим контролем.
Съём металла тонким абразивным зерном для окончательной доводки РК очень невелик, по сравнению со съёмом крупным, вот и остаются, даже после несколько тысячников, риски от обдирки, которые гуляют по РК вместе с блеском доводки.
Расчет угла(видео: семинар Дмитрича по приспособлениям 59m40s - 1h01m00s)
Смысл в том, что каждая риска имеет свою глубину и при выходе наружу она что-то оставляет.
Нам надо знать, сколько снять при заданном угле, чтобы снять предыдущий слой рисок.
Глубина рисок измеряется профилометром. И дальше через синусы\косинусы все рассчитывается.
Ну а для себя я определил схему с L.
размеры фасок
- вся фаска - L
- 2я + 3я - от 0.5L до (2/3)L
- 3я - 0.2-0.8мм.
(см. схему далее)
В идеале надо увеличивать угол при каждой смене абразива, но для ножей достаточно три ступени - обдирка - чистовая заточка - тонкая заточка и доводка.
Угловой шаг может быть любой от 0,5 градуса, важно что мы имеем угол и благодаря ему, гарантировано, срезаем заусенец и убираем пред. риски - всегда работаем только на РК.
Лично для себя выбрал угол приращения от 1 до 1,5 градусов на половинный угол заточки.
Схема показывает приблизительное соотношение фасок.

Тонкие линии на схеме, являются, как бы, глубиной рисок и демонстрируют гарантию абсолютного отсечения грубых рисок мелкими с помощью углов, дабы не пропустить грубые на РК.
Эти величины углов могут быть рассчитаны, если у Вас есть профилометр и Вы знаете реальную глубину рисок и четко зададите угол. Представленное соотношение чисто из опыта, и при таком соотношении, риски предыдущие будут гарантировано отсечены более тонкими в реальном диапазоне углов заточки. Размер доводочной ступени показал как достаточный в диапазоне применяемых углов заточки. Это соотношение не догма, можно разделить подвод на число ступеней с равным шагом, можно выбрать своё соотношение и величину приращения угла при первичной заточке - дерзайте, главное это наличие отсекающих углов.
Уточненная схема от ivan-3:Исходные данные к игре - последний подвод, он же праймери бевел, глядя в микроскоп равен 0,2 мм = 200 микрон.
Финиш делался на зерне 3000 GRIT зерно 7 микрон.
Грубая стадия делалась на 280 GRIT зерно принято 53 микрона.
Принято допущение, чтобы избавится гарантированно от предыдущего зерна (его влияния) надо снять толщину двух зерен минимум (одно зерно это глубина канавки, другое зерно глубинное влияние деформаций).
Градусы принял сначала по 1 на сторону, но весь подвод сиииильно удлинялся. Потом принял по пару градусов на сторону - размер стал удобоваримым. Линейные размеры на чертеже даны в милиметрах - по сути сведение от обратнго получилось 0,5мм, достаточно тонкое. (кстати сам я люблю тонкое сведение и тонкую РК, пусть она не такая стойкая, зато как геометрия она работает намного лучше)
И кстати прошу заметить что даже прыгая через 4 градуса на подовод картина получилась визуально сильно отличная от начальной. Через градус на взгляд картинка станет просто малоразлечимой.
Но соотношения сторон оказались достаточно наглядными. Размеры поставил по своему разумению (какие критичны для разумного восприятия, хотя проставить без проблем любые). Знаки округлял в третьем знаке после запитой микрон - т.е. до десяти микрон, чтобы вопринимались естественно.

Схема - ivan-3
[src]Распределение задач по ступенямПрименяя этот метод при работе, Вы думаете только о том, что Вам надо сделать на данной ступеньке:
- на черновой
- под углом обдирки (равным: требуемый половинный угол, минус два шага углового приращения) удалить необходимый максимум металла
- тут можно приложить и побольше усилие
- на чистовой
- приподняв пятку клинка на угол приращения, полностью убрать в районе РК бяки от обдирки, точно зная, что Вы работаете только на РК;
Указанной на схеме величины ступени достаточно для гарантированного удаления всего предыдущего мусора
- тонкая заточка и доводка
- приподняв еще раз клинок для чистовой заточки и доводки уже до требуемого половинного угла заточки, не сильно нажимая, выполняете окончательно РК
--- на схеме показан достаточный размер доводочной ступени, при котором на РК будут реально присутствовать только риски от доводки.
Пример углов: КухонникиУгол РК резания - 24 градусов;
Угол тонкой заточки - 20 градусов;
угол заточки предварительный - 16 градусов.

Японцы называют форму этой заточки
"форма конца сосновой иглы" (если смотреть в профиль иглы под микроскопом) и так затачиваются лезвия безопаски. Ширина фаски доводки в районе РК не более 0,4мм, что не требует большого съема металла и больших усилий.
Главное - избавится от рисок, выходящих на РК.
[src]Источники:





