В тему недавней дискуссии о применимости вашит по некоторым сталям, сделал наглядный обзор.
Он призван продемонстрировать ситуацию, когда вашита, несмотря на всю мою любовь к этому камню, оказывается несостоятельна. И происходит это вовсе не из-за того, что сталь попалась особо твёрдая или с ванадием под 8 % или более - всё несколько не так.
Дело в том, что стали с крупной структурой, в т.ч. преимущественно с крупными карбидами хрома, даже при невысокой твёрдости в HRC собственно стали (например, порядка 59HRC) - часто обрабатываются вашитами неудовлетворительно.
Что для некоторых выглядит странно, на фоне того, что с некоторыми сталями значительно более твёрдыми, вашиты не испытывают затруднений или работают по крайней мере удовлетворительно. И речь не только про "обычные низколегированные инструменталки", но и про очень твёрдые стали, что порошковые, типа той же ZDP-189, что всякие "обычные", но чистые по составу твёрдые углеродки типа У13А или широгами. При этом и многие порошковые стали с ванадием до 4-5,5% вашита обрабатывает успешно. Но не все.
Так в чём же причина её проблем по некоторым высоколегированным сталям умеренной твёрдости, и "даже не порошковых"?
Ответ прост, и многие, знакомые со статьями Тодда Симспсона его знают, а некоторые знают и из личной практики, которая анализируется с помощью средств объективного контроля и цифр, а не только на основе эмпирических впечатлений.
Этот ответ - структура стали и надёжность удерживания карбидов матрицей.
Поскольку абразивы на основе кремнезёма, работают частицами, имеющими твёрдость всего 7 по Моосу, справляться с крупными карбидами, обладающими более высокой твёрдостью (сопоставимой с твёрдостью зёрен электрокорунда, который по шкале Мооса - 9), то встреча с крупными карбидами и их агломератами, часто представляет сложную, а иногда и непреодолимую проблему.
Да, на некоторых сталях, в т.ч. быстрорежущих, с не самой высокой насыщенностью карбидами, и не слишком крупными - вашиты и некоторые другие абразивы на основе диоксида кремния справляются, по крайней мере на уровне способности заточить нож до минимально рабочей остроты, которая +- бьётся со способностью кромки пройти тест на бритьё предплечья.
На некоторых порошковых сталях - ситуацию спасает, даже при высокой насыщенности карбидами, их малый размер. Т.е. к примеру единицы мкм., а не десятки их.
Ну а камнем преткновения становятся стали с довольно крупной структурой, например N690, на примере которой я и покажу, что там получается. Точнее, что именно НЕ получается. При том, хочу отметить, что на сталях с близкой структурой, но в которых матрица лучше удерживает карбиды (это во многом от ТО зависит, разумеется) - картина может быть значительно лучше.
И последнее, что хотелось бы сказать прежде чем перейти в показу - это всё не значит, что "вашита плоха". Или данная сталь плоха.
Любой абразив, как и любая сталь - комплекс свойств и их успешную обработку на любом этапе, обусловливает множество факторов. Наверное поэтому существует такое великое разнообразие абразивных материалов - промышленность "всю дорогу" подбирает абразивы и режимы обработки ими под обрабатываемый материал и техническое задание по конечному результату обработки. Этим же подходом целесообразно руководствоваться и при ручной заточке.
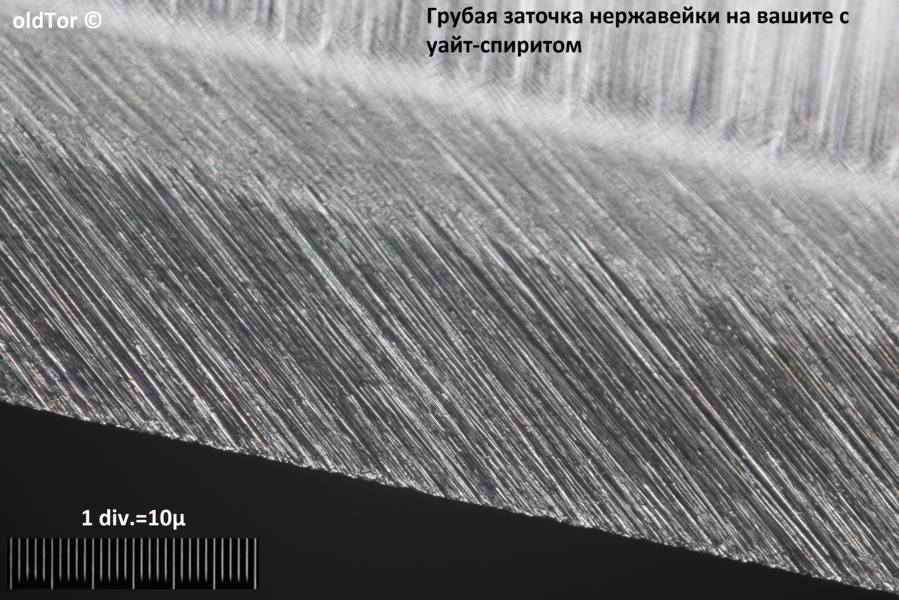
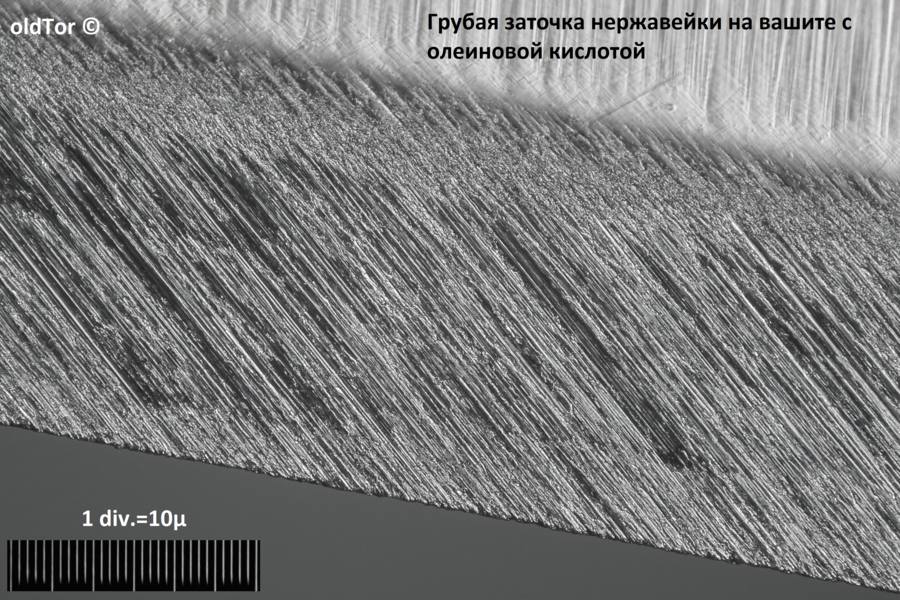
Итак, сталь N690, заточка на вашите _после_того, как клинок был заточен на полтавском эльборе на МО связке 5/3 мкм. и затуплен. Те, кто привык использовать или тестировать какие-либо камни, исключительно после более грубых абразивов - часто впадают в заблуждение, от активности истирания грубой шероховатости. Совсем другая картина может наблюдаться при работе более грубым абразивом после более тонкого - вот тут, как раз, именно абразивная способность, возможность абразива нормально резать сталь, и проявляется по-настоящему. Это стоит учитывать. Рыхлое-то и практически безабразивным материалом можно "истереть" по принципу "наведённой шероховатости" и благодаря адгезивному износу.
Вашита использовалась с минеральным маслом с добавлением олеиновой кислоты. После 5/3 справлялась плоховато. Постепенно стали обнажаться карбиды на фасках, стали крошиться, оставлять паразитные царапины, а с кромки стали выпадать фрагменты. Постепенно, по мере того, как поверхность фасок загрублялась, она становилась более однородной. К окончанию весьма длительной работы (минут 20 ушло, что для одного этапа обработки одного коротенького клиночка - дюже много), удалось получить кромку, способную брить предплечье и поверхность фасок, которая для невооружённого взгляда или под лупой 10х выглядела вполне пристойно. Однако, как я ни старался, не удалось улучшить ни однородность фасок, ни однородность кромки, не говоря уж о её тонкости, т.е. остроте.
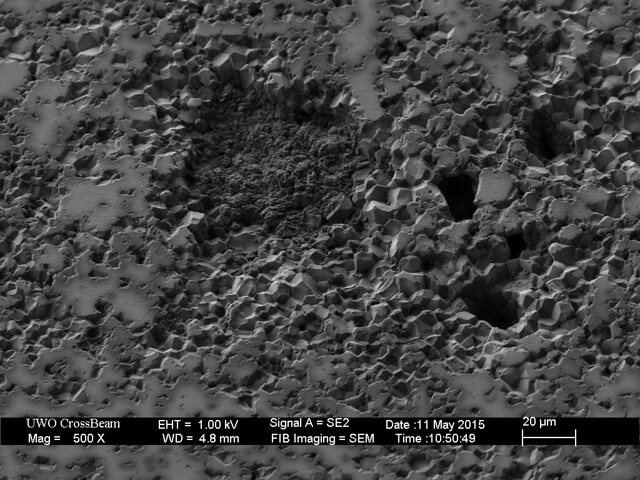
Предлагаю посмотреть, как это выглядит (все фото кликабельны):

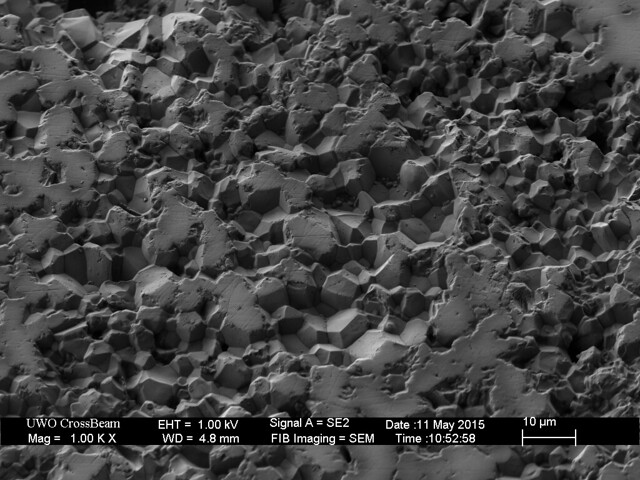
Довольно устрашающее и удручающее зрелище. В силу не очень хорошего удержания матрицей карбидов, с кромки они под воздействием абразива, который их практически не режет, ну разве что еле-еле, они просто "выдавливаются" и выносятся из кромки, матрица же там получается какая-то "жёваная". На фасках, хотя и видно, что некоторые карбиды вроде бы прорезаны рисочками, но на самом деле, даже если это так (а в некоторой степени это может быть), это не так выражено, как можно видеть, так как матрица наволочена на карбиды в некоторой степени, и основные видимые рисочки на выступах - именно на этом слое матрицы. Если кто хочет с этим поспорить - может изготовить шлиф подобной стали, обработать его таким абразивом и потом протравить - будет очень наглядно понятно, на чём тут риски - на наволоченной матрице или на карбидах, а когда на карбидах, то насколько они менее выражены. Я такие пробы уже проводил, но всё фотографировать у меня нет времени.
Если бы структура этой стали была сильно мельче, а насыщенность карбидами невысокая, то риски от вашиты просто "вырезали" бы немалое количество карбидов с фасок. Но при таком размере их, это не получается сколько-нибудь эффективно. Это же мешает и при выбранном угле заточки (полных 36 градусов), получить остроту выше, чем способная брить предплечье. Ниже я покажу замеры.
В общем, по-моему, должно быть наглядно, почему я считаю вашиту неудачным выбором для такой стали и некоторых подобных. Если же нет, то предлагаю, для "познания всего в сравнении", посмотреть на результаты следующие - клинок был переточен на водном бруске ИСМ М5 (да, сразу м5) - это КЗ на бакелитовой связке:

Совсем другое дело. И быстро (я потратил времени раза в два меньше, при том что обрабатывать надо было довольно грубую шероховатость), и чистенько. Впрочем, как по таким сталям обычно эти бруски и работают. Однородность и фасок и кромки на высоте и однозначно я выберу такой результат. Конечно, разница в твёрдости матрицы и карбидов в этом клинке весьма велика, поэтому и при обработке абразивами, хорошо справляющимися с карбидами, матрица, естественно, прорезается легче - если попробуете порезать мармелад с орехами - вот это будет похоже чем-то)) Нож прекрасно режет и орехи и мармелад, но мармелад - в него он внедряется куда легче, потому и тут разность глубины рисок на карбидах и между ними - вполне понятная.
Конечно, некоторые карбиды всё-таки крошатся, они в принципе хрупки, и их фрагменты местами прочертили царапины довольно значительные, и на кромке всё-таки есть отдельные "дыры" от карбидов выпавших. Но - довольно мелких.
Достигнутая острота - принципиально выше. Запросто строгается волос на дистанции 8-12мм. от точки удержания и это не предельная острота, которую можно получить этим абразивом по этой стали - если им поработать методом выхаживания ещё, с большим количеством свежей воды, то можно и до ННТ теста доработать, но мне тут это было не нужно -я сделал ровно столько, сколько надо для показа принципиальной разницы в обработке.
Ну и напоследок пара снимков режущих кромок "в лоб", с помощью которых я примерно замерял толщины их:


Разность однородности кромок, как и разница в толщине их - по-моему достаточно наглядна.