Решил я перепритереть грубо белую керамику от Гриндермана, площадью 200х50х с двух сторон.
Мой старый обзор на неё на сайте Гриндермана:
http://www.grinder-man.ru/inde...formation_id=11 Попробовал "покачать" ещё раз на состоятельность ту технологию, которую применяю и выяснить её эффективные пределы.
Поскольку мой тестовый экземпляр этой керамики с одной стороны был не притёрт, а с другой притёрт тонко, мне нужно было с одной стороны загрубить поверхность, удалив глянец, а с другой - чуть выровнять и придать нужную шероховатость определённого характера.
Причём, на разных сторонах я решил сделать её разной, но пользуясь одним и тем же абразивом для притирки.
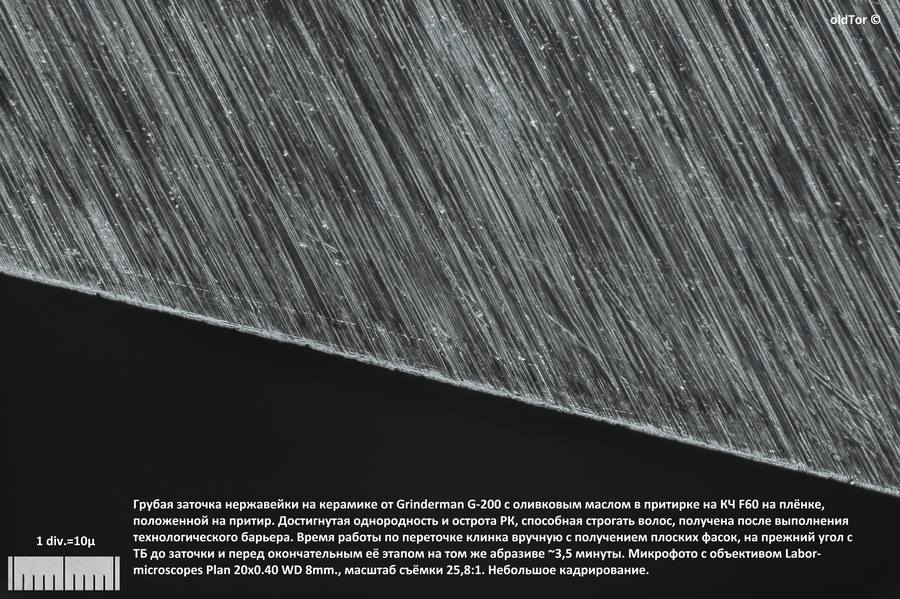
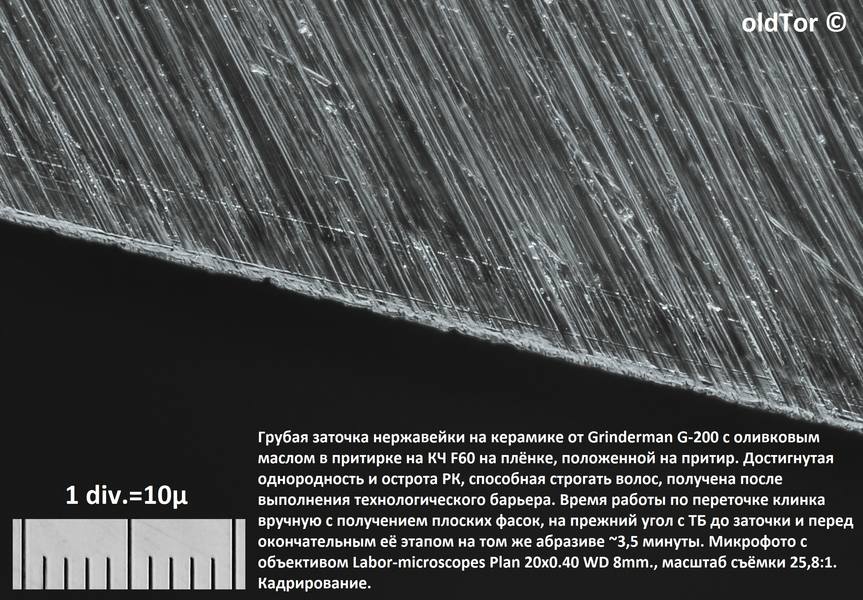
Взял чёрный карбид кремния (КЧ) F60 и применил его на полимерной плёнке (какая-то канцелярская, а4) более тонкой, нежели применял ранее.
Толщина её около 120мкм., т.е. еле-еле толще офисной бумаги.
Времени ушло ~ 40 минут с перекуром. Расход порошка - не более одной чайной ложки с верхом.
Геометрия - проверялась поверочным угольником кл.1 по сторонам и диагоналям - всё идеально.
Шероховатость - равномерная на каждой стороне, причём для каждой стороны - разная. Плёнка - насквозь нигде не продралась и её ещё можно будет разок, как минимум, использовать. Да, несколько обломкой зёрен в ней благополучно застряло, так что этот момент надо учитывать, используя плёнку далее при притирке менее твёрдых абразивов и на более мелком зерне.
Несмотря на эластичность плёнки, при притирке керамики или брусков на очень твёрдой керамической связке, типа индиа или кристолонов, завалить геометрию нужно ещё постараться. По крайней мере при некотором опыте в притирке, с этим проблем не возникает.
Плёнка с помощью небольшого количества воды была прилеплена к гранитному притиру небольшой площади и работал я, постоянно комбинируя движения и их направление, с вылетом за границы притира. Регулярно двигал на нём плёнку, чтобы её износ был равномернее.
Результатом, времязатратами и расходом порошка я чрезвычайно доволен.
Работает до полной деградации такое зерно в таком режиме не считанные секунды или минуту, как если притирать на твёрдом без плёнки, а около 4-х минут без серьёзной деградации и ещё около 1,5 минут размалываясь совсем в труху.
Самое важное для получения нужного результата - менять направление движений и перехватывать притираемый брусок не от балды, а включая голову и опыт, оценивая интенсивность перемещения катающегося зерна под притираемым бруском, равномерность его дробления и пр.
Я не знаю, как это объяснить подробно, да даже и на видео показывать бессмысленно - это окажется просто частным набором движений, а в другом случае они могут оказаться нужны другие.
В общем, тут помогает значительный опыт притирки самых разных материалов - не только абразивных, но и стальных и чугунных колодок рубанков, стеклянных и гранитных притиров - всё это даёт понимание, как действовать на каком этапе наиболее эффективно.
Второй ключевой момент - выбор давления в зависимости от фракции и типа абразива, который используем.
Как всем, надеюсь, известно, выбор оптимального давления - довольно непростой навык, хотя 9 человек из 10 почему-то уверены, что обладают им.
Известно, что чем сильнее мы давим при абразивной обработке, тем ниже точность и, часто, производительность, не говоря уж об однородности обработки.
И в диапазоне давлений при притирке от "под весом притираемого объекта" до "придавливания +- как тройной вес притираемого объекта" - великое множество градаций, но которые можно запомнить и выучить по мере личной практики и понять, как они влияют на работу.
Как я уже сказал выше, было принято решение притереть две стороны по-разному - одну грубее, другую тоньше.
При том, надо было избежать капитальной ошибки - чрезмерного сглаживания вершинок рельефа керамики. Ведь нужно что получить?
Структуру, несколько подобную лентам тризакт - у которых каждую "пирамидку" составляет множество в разы более мелкий зёрен, что обеспечивает даже у такого твёрдого абразива, как керамика - некоторую обновляемость и длительную интенсивную работу. При том шероховатость нужна заметная, так как благодаря ей происходит нормальный отвод шлама и соскабливание выдавленного резанием материала, что благотворно сказывается на минимизации образования заусенца - напомню - проблема всех слишком тонко притёртых керамик, вне зависимости от того, из зёрен какого размера они спечены - это капризный жирный заусенец практически сразу и который невозможно подрезать - можно только удалить его выполнением технологического барьера.
Как же я получаю разный характер на одном и том же зерне на двух сторонах керамики - элементарно, регулируя давление и "свежесть" зерна, на котором ведётся притирка.
Чисто практически, это выглядит так:
Начало работы - под весом самой керамики, чтобы крупные зёрна КК не дробились слишком быстро, но хорошо царапали. Когда вся поверхность становится равномерно расцарапанной хаотично (проверка обычная - споласкиваем под горячей водой, протираем - поверхность быстро обсыхает - и смотрим на поверхность керамики под острым углом против света - так хорошо виден характер поверхности и однородность её).
Далее, прибавляем в разумной степени давление (я его определяю в примерном умножении веса притираемого объекта в 2 или в 3 раза) и работаем до существенного раздробления зерна. При необходимости снять больше - повторяем с таким давлением пару порций, но не досыпая свежее зерно (попав в кашу раздробившегося - оно деградирует быстрее и не успевает как следует поработать, впрочем это всем должно быть известно по притирке обычных абразивов - эту рекомендацию на заточных форумах и я и другие упоминали ещё годы назад), а смывая предварительно всю отработку.
Когда у нас всё получилось, теперь для "заострения" рельефа - чтобы каждый крупный выступ на нём был как бы "заточен", а не обгалтован, окатан, мы снова всё смываем, берём свежую порцию зерна (количество зерна, особенно на грубых фракциях, стоит брать такое, чтобы зерно на притире или плёнке на нём, располагалось в один слой, равный, само собой, толщине зерна)и снова, как в самом начале, притираем с давлением равным весу самого притираемого объекта.
И тут, регулируя то, в какой момент остановиться, использовать, скажем, последовательно две небольших порции свежего зерна ровно до момента начала активного дробления или наоборот - дать порции раздробиться до определённого состояния, мы получаем нужную нам разность обработки на зерне одной и той же фракции. Результат - стороны различаются так, как если притирать одну на F60 а другую на F120, к примеру.
Точно также варьируя работу, можно притирать и на притире и с плёнкой и без плёнки другие абразивы, но, конечно, с поправкой на их твёрдость и истираемость.
Главная ошибка, которую нельзя допускать - дорабатывать после того, как зерно полностью деградировало, допуская сглаживание притираемого объекта об притир или плёнку на нём - вот это легко даёт завал (по типу того, что происходит при притирке на шкурках) и неравномерное затупление абразива.
Сглаживание о сам притир, иногда и без абразива, просто с водой - применяется, но в ограниченных случаях и с тонкими доводочными камнями. С керамикой и заточными брусками и камнями этого делать не следует.
Единственное исключение - если нам нужно переточить кучу совсем пластилиновой нержавейки, однотипной, и надо ограничить глубину врезания абразива в сталь, сделать ход клинка по керамике несколько более мягким - тогда при грубой притирке керамики имеет иногда смысл чуть-чуть сгладить рельеф её. Но это лишит грубо притёртую керамику основных плюсов её - способности максимально эффективно работать длительное время, усилит образование заусенца.
Да, всё выше сказанное не отменяет того факта, что когда основная работа по притирке заключается не в придании керамике нужного характера а в банальном её выравнивании, то целесообразнее всего притирать её на алмазном зерне.
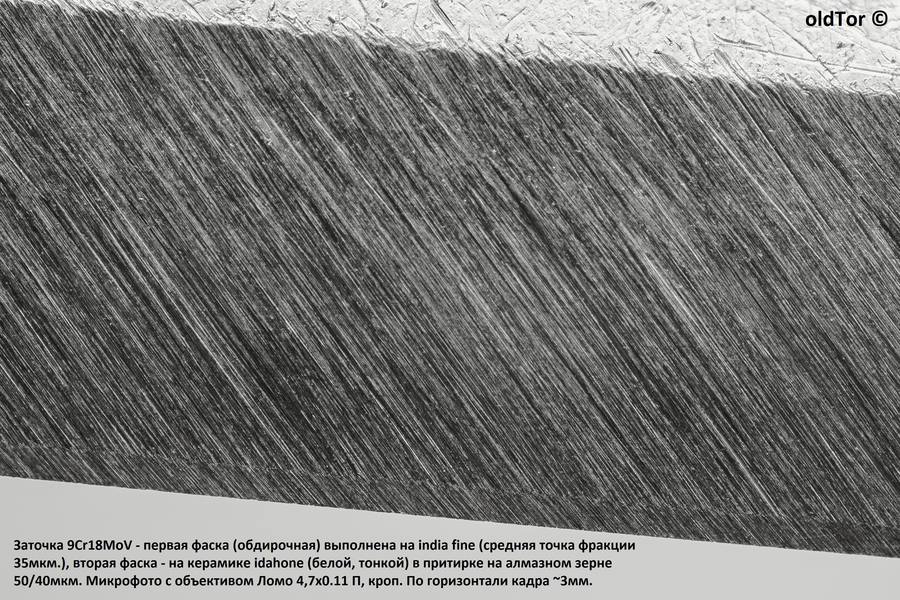
Агрессивную притирку, но более тонкую, чем можно получить на чёрном КК F60 (а такая притирка обеспечивает достижение остроты до строгания и реза волоса несмотря на, казалось бы, такую грубость обработки) также целесообразнее выполнять на алмазном зерне, преимущественно фракции 50/40 - этого достаточно, чтобы получать при заточке шероховатость сопоставимую с работой абразивов на твёрдой связке с зерном порядка м20 - м14 - м7 +- с поправкой на сталь и пятно контакта, с получением высокой степени остроты.