Выпускала в основном бруски из карбида кремния , хотя попадались мне и бруски из оксида алюминия под названием Aloxite - правда производитель был указан Карборундум который из Ниагара Фолс США
Одна и та же это компания или разные я не заглубляюсь - просто такие бруски достаточно часто попадаются на Бее - ну тут один аукцион был без ставок - я и взял достаточно дешево - 700 р с доставкой за 6"
Вот такой

Как видите брусок в неплохом состоянии , хоть и пользовался с маслом - пришлось отмывать и выравнивать..
После того как отмыл от масла - брусок умеренно пьет воду , прооизводителен , тверже и плотнее брусков от Гриндермана , суспензию дает тоже умеренно
Встал вопрос о гритности - проверив на тестовой полоске Х12МФ получил такой результат
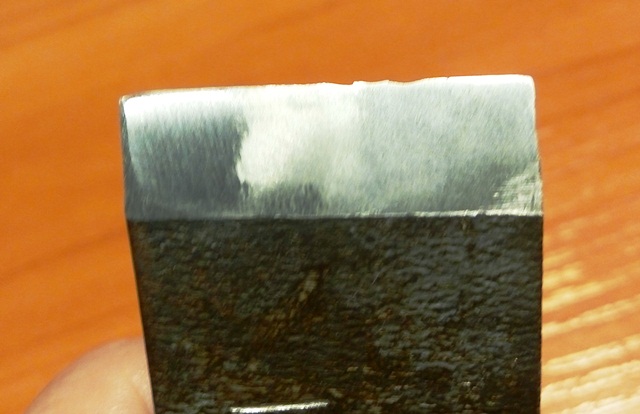
Справа 0 работа Гриндермановского КК320 - слева карборундум - медиум
фото конечно с телефона - но видно что риска в общем то близка - слева зеркалит побольше , но по мне так потому что камень прилично плотнее гриндермановского
В общем то мне камень понравился , остался только вопрос какие ещё виды бывают ( корс, медиум, файн, Экстра- файн) и чему соответствует в гритах это распределение
в общем то топик написал ради этого вопроса
Правда Леша оказывается на него давно ответил выложив табличку с описанием брусков от Карборундума
https://cloud.mail.ru/public/C7ao/3wHbviMXa
Про американский Карборунду - тут
http://www.referenceforbusiness.com/his ... mpany.html