Взялся за пробы на чугунном притире, из постов 42-43 этой темы
Решил начать пробы с самого мягкого и мелкого зерна (для максимального исключения в этой и последующих пробах проблем с шаржировавшимся более крупным зерном). Для сегодняшней пробы взял бритву из поста 118 по ссылке:
https://www.myabrasive.ru/forum/viewtop ... &start=100 Нанёс на притир немного пасты на основе субмикронного порошка оксида хрома от Ivan-3. Т.е. немного - это два раза провёл кусочком пасты без нажима и даже этого количества оказалось чрезмерно много. Добавил немного олеинки (сначала капнул на ватный диск и потом мазнул им по притиру), свежесмазанному уайт-спиритом с другого ватного диска.
Растёр пасту курантом (притёртой тонко и уже давно выглажившейся до совершенно безабразивного состояния керамикой - брусочком спайдерко ультра-файн).
Излишки стирал ватным диском.
Перед работой бритве был сделан технологический барьер, причём я использовал новый материал для него - в недавних пробах китайской шкурки на основе КК P3000 я сохранил полностью деградировавший и с совершенно истёртым зерном кусочек шкурки, на котором работал с капелькой олеинки и шкурка кроме того ещё и засалена снятым. Но кусочек был аккуратный и я решил что он пригодится для очень нежного выполнения ТБ на тонких стадиях.
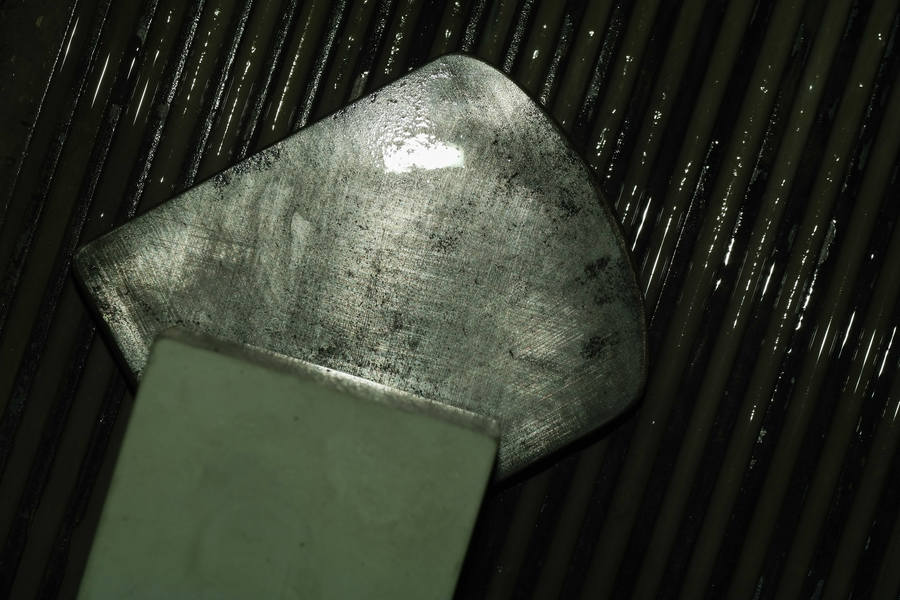
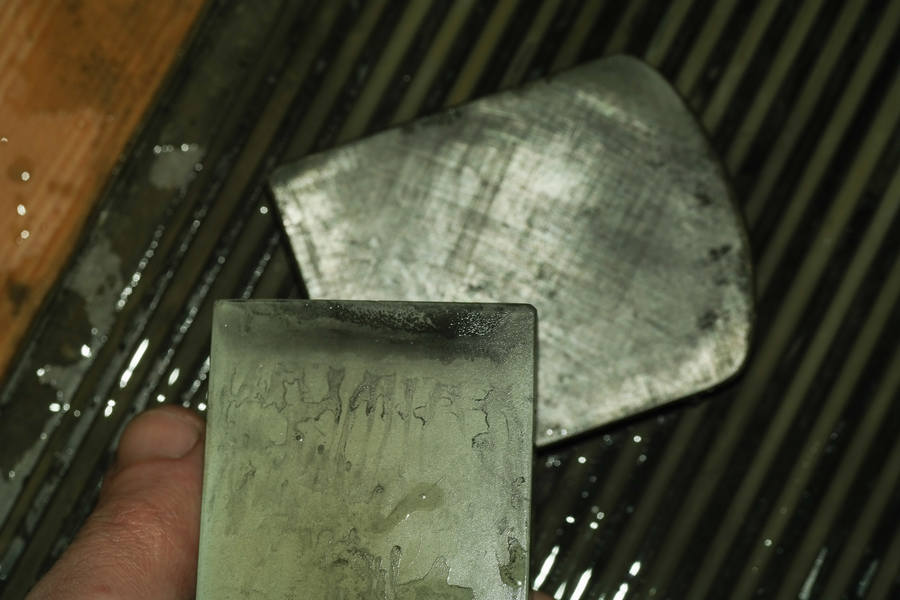
Так оно и получилось - причём, для бритвы я придаю ему форму как на снимке:
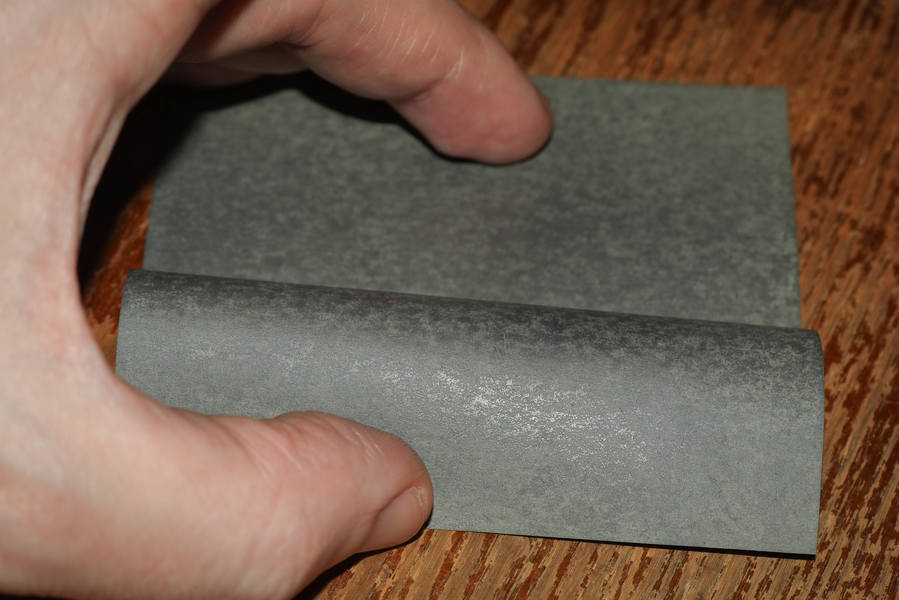
После чего, еле касаясь, т.е. вообще без давления, провожу по получившейся "трубочке" сверху бритвой, движением как бы "разрезая" её вдоль - почему вдоль, а для того, чтобы пятно контакта по-возможности было побольше - так нагрузка на кромку меньше. Одного, максимум двух движений хватает чтобы на очень тонком этапе обработки убрать оверхонинг, микрозаусеночные явления. Удобно.
Работал следуя данной рекомендации:
vovchiklj писал(а): Ярослав, хочу предупредить, будешь на чугуне пробы делать, старайся избегать коротких движений туда сюда. На камнях, керамике, стекле это работает, а на шаржируемых притирах это раскачивает зерно. Рекомендуют ход детали на всю площадь притира делать, потом изменять направление.
У тебя маленький притир, лучше вообще в одном направлении работать.
Может и зря переживаю, но мое мнение такое.
Кстати, несмотря на малый размер притира - мне его площади совершенно хватило, в т.ч. делая однонаправленные движения "на зерно", нанося риску с разумным наклоном относительно перпендикуляра к линии РК и имея возможность его варьировать, а также слегка смещать бритву при каждом проходе, чего требует техника доводки, для не повторения рисок.
Поскольку проба первая, я, естественно, переработал лишнего и не раз - мне пришлось делать ТБ трижды, а основная проблема заключалась в том, что несмотря на то, как, казалось бы, мало я нанёс пасты и олеинки, этого оказалось чрезвычайно много, кроме того и не сразу испарился весь уайт-спирит. В результате, только к "после третьего ТБ" и постоянно стирая отработку, я вышел на, как мне кажется, оптимальный и тактильно и по результату, ход клинка по притиру - т.е. плёночка, состоящая из остатков уайт-спирита, олеинки и связки пасты, наконец-то приобрела нужное соотношение компонентов и стала нужной "толщины", вязкости, "натяжения".
Вот как мне кажется, это самое трудное в работе на притире - научиться создавать сразу правильное (или хотя бы поскорее) это соотношение. На стекле я вроде бы научился, но тут всё иначе.
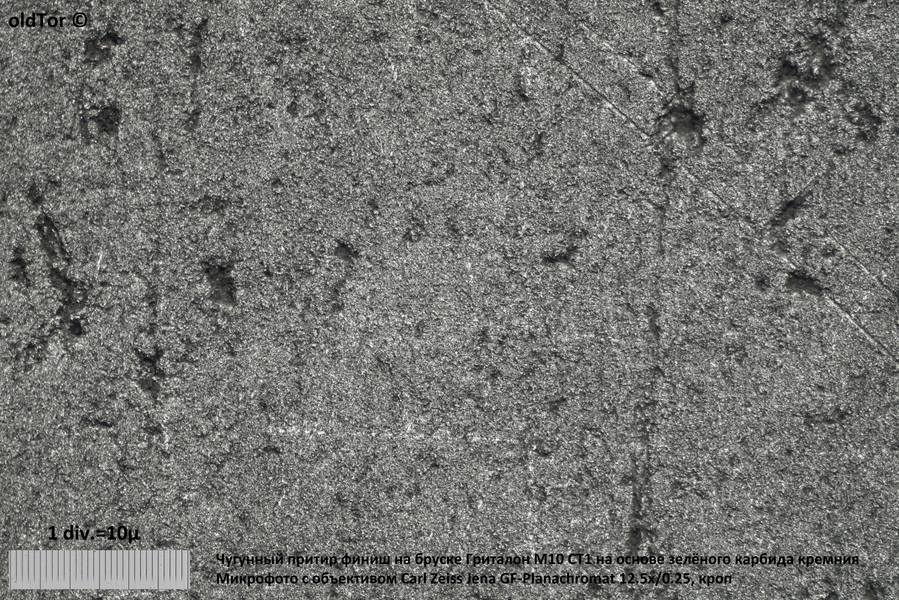
Что касаемо результата. С одной стороны я в общем доволен - ожидал худшего, особенно учитывая грубость рельефа притира - я полагаю, что риски такой толщины именно в силу этого - и не из-за каверн из под графита, а из-за того, что выступы рельефа оказались как бы слишком далеко друг от друга расположены, что привело к тому, что кучкующиеся на них зёрна, работали сразу "группами". Собственно, это так и на тонких брусках происходит. С другой стороны, если сделать поверхность слишком гладкой, не будет отвода шлама и микрозаусенка будет натягиваться гораздо быстрее и прилипание фаски станет чрезмерным, и пр.
Т.е. нужно ещё подыскать золотую середину между размером зерна абразива и частотой и размером выступов рельефа притира (собственно это то, что при разной притирке тех же природных камней нам даёт возможность подобрать наилучший расклад для работы - как в силу их структуры и состава некоторым не годится притирка тоньше F600, а каким-то грубее F1200, а какие-то нормально работают в довольно широком диапазоне притирок).
Однако я не могу всё списать на вышеуказанные причины и вынужден признать, что несмотря на мои усилия, соблюсти абразивную гигиену должным образом мне не удалось - есть следы вдавливания в фаску чего-то.
Отчасти я грешил на частицы стали с кромки - при выходе на оверхонинг в первый раз вообще откровенно похрустывало чутка - всё стёр и тщательно прошёлся курантом, прежде чем работать дальше. Но и это не единственная причина, так как после последнего ТБ даже, кромка всё равно сумела получить несколько микроскопических забойчиков.
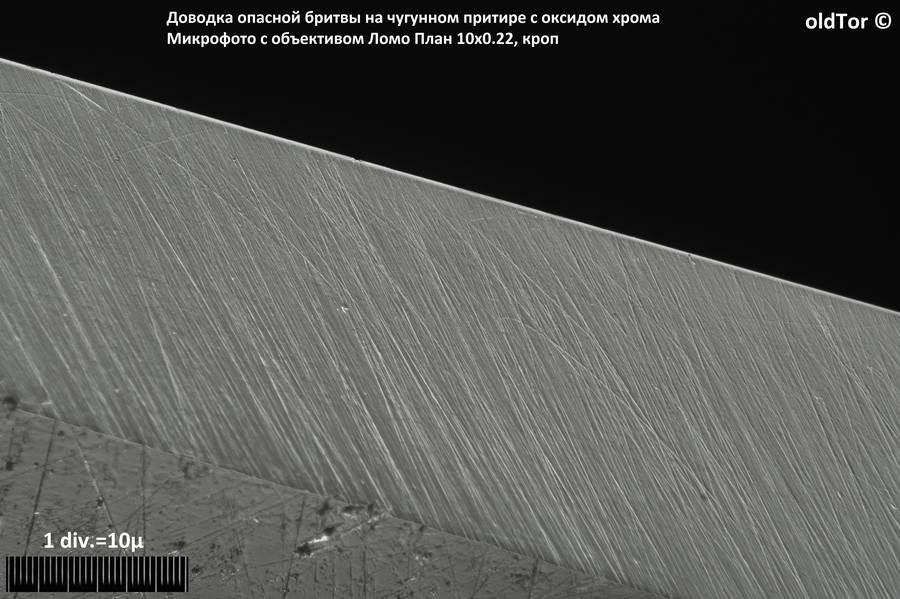
И это несмотря на то, что характер обработки на последней стадии был столь тонок, что не убирал рисок с фаски, а резкое снятие и так малого давления до "отрицательного", т.е. меньше веса бритвы, вкупе с упругостью фаски в зоне РК и нагрузки на неё, практически сделали то, что обычно прерогатива направки на ремне - наволакивание стали на РК и некое "сжатие" там рельефа - т.е. кромка вышла очень гладкая и мега-тонкая, как будто уже направили на ремне и даже переборщили с этим. Волос она режет после притира в 18мм. то точки удержания.
Вот только бриться ею не стоит - она _избыточно_ гладкая - вместе со щетиной она "циклюет" кожу, смахивая с неё микронеровности, вместо того, чтобы мягко обходить их, что даёт на кромке бритвы наличие всё-таки достаточно заметного (по крайней мере в том масштабе и разрешении, в которых я делаю микрофото) микрозубчика.
Можно ли, тем не менее, таким манером довести бритву до нормального бритья - да, можно. Если сразу выбрать близкое к оптимуму соотношение компонентов на притире и остановиться вовремя.
Ну а теперь, микрофото результата: