Каждый последующий абразив создаёт свою риску. Не бывает абразивной работы без рисок или иных характерных следов.
Если ограничиться удалением риски от 1000-ника - дефектный слой от его работы никуда не денется. А если ещё и померить сколько снято после 1000-ника - обнаружим, что при последующих этапах для успешного получения качественной острой и однородной кромки, мы таки продолжили снимать и сточили больше/дальше. Не, можно конечно этого и не делать, но об особенной стойкости можно не мечтать. А микрозаусенка, даже если мы её не видим, и не даём ей образовываться при заточке бритв в виде заметного артефакта - образуется всегда, просто мы её, при правильной работе - всегда вовремя подрезаем/отшелушиваем. Но именно дефектный слой и "усталую" сталь с кромки - всё равно придётся удалять, а любой 1000-ник её оставляет довольно заметную, по крайней мере при углах заточки, характерных для бритв.
"Прямая линия" на кромке - без прорезов, практически всегда, на самом деле, таковой не является и мелкие прорезы на ней будут присутствовать до самого последнего абразива, работающего с преимущественным резанием/царапанием. Мне казалось, что в моим многолетних микрофотопримерах, это достаточно очевидно, в т.ч. и на природниках, и на синтетиках.
Хочется "идеально прямую ровную линию" которая на самом деле не оптимум для бритья - придётся её искусственно создать и поддерживать, не допуская микрорельефа от прорезов прикромочной зоны - это участок, шириной до 3-6мкм. от самой кромки.
В лупу и в простенькую прочую оптику этого не видно, потому уже годы назад ходили идеи про "кромку в нитку". Но она так выглядит для невооружённого взгляда или для взгляда в лупу или слабый микроскоп, а на самом деле таковой не является. Сделать же реально "ровную гладкую" кромку " в нитку" - можно и не так уж сложно, но бех применения технологического барьера - практически нереально или в разы более времязатратно и не гарантированно.
aptekar113 писал(а):Источник цитаты Чисто практически : я на #1000 прекращаю работать по 2 критериям:
1 - риска в лупу Х20 однородная от # 1000 ка по всей фаске
2 - лезвие " цепляет" ноготь при проведении поперек - ТЕ комка сведена
Вот с этим согласен. С одной только поправкой - я называю это не "кромка сведена", а "на абразиве достигнута острота, близкая предельной, которую на нём можно получить".
Потому что "кромка сведена" - обнаружился разнобой в том, что кто под этим подразумевает. И проблемы с этим определением примерно такие же, как с "выходом на кромку": некоторые до сих пор считают, что "выход на кромку" - это априори обозначает, что кромка каким-то неведомым образом автоматически проработалась по-максимуму для данного абразива. И очень удивляются, когда жалуясь на недостаток остроты, получают ответ, что мало "выйти на кромку, её ещё надо проработать". Начинают причитать - "но я же вышел на кромку" - т.е. дотянул риску до неё (например, исправляя завал геометрии фаски).
А всё закономерно - дотягивание риски до кромки, не обозначает что мы сняли достаточно для того, чтобы получить кромку той остроты, которую данный абразив может обеспечить.
Так же и со "сведением кромки". Мне вообще не нравится это понятие - сведение - это ясная вещь, когда речь о толщине сведения клинка. Что такое сведение кромки - по логике, оно должно подразумевать что-то сходное со сведением клинка в целом, только относится к кромке,а не к голоменям или спускам. Т.е. сведение кромки до определённой толщины тоже должно быть выражено в конкретных цифрах. Но ни один "бритвенник" этого объяснить не сумел, и я не видел, чтобы кто-то из них это померил и в цифрах выразил. Поэтому, считаю данное понятие несостоявшимся пока - у него нет устойчивого и всем понятного, общепринятого определения/дефиниции.
В конечном итоге, важно именно получить максимальную остроту - т.е. тонкость кромки, при как можно более высокой её однородности, на заточном этапе бритвы. Потому что этапы следующие, особенно доводка, при которой резание/царапание не является превалирующим аспектом обработки - снимают очень мало и чем ниже острота перед этими этапами, тем больше времени потребуется на то, чтобы снять достаточно для получения кромки действительно тонкой.
Но будет ли это 1000-ник по JIS - совсем не обязательно. 1000-ников много, и далеко не все из них вообще подходят для бритв.
Я когда-то всё это и все эти разницы так или иначе демонстрировал, но вот повторюсь для наглядности - не самый удачный 1000-ник для бритв, но не самый плохой - мы можем только одно из двух иметь, а не всё сразу:
1. Либо кромка "почти в нитку" - но тогда она не будет "подтормаживать в ногте" - т.е. она будет тупо _толстая_ чтобы её быстро и эффективно заострить в достаточной степени более тонкими камнями
2. Либо кромка будет подтормаживать в ногте и на ней будет получена острота близкая максимальной, которую на данном камне можно получить, но она не будет "без прорезов" и не будет "в нитку" - вот примеры не только на 1000-нике, но и на 2000-нике:
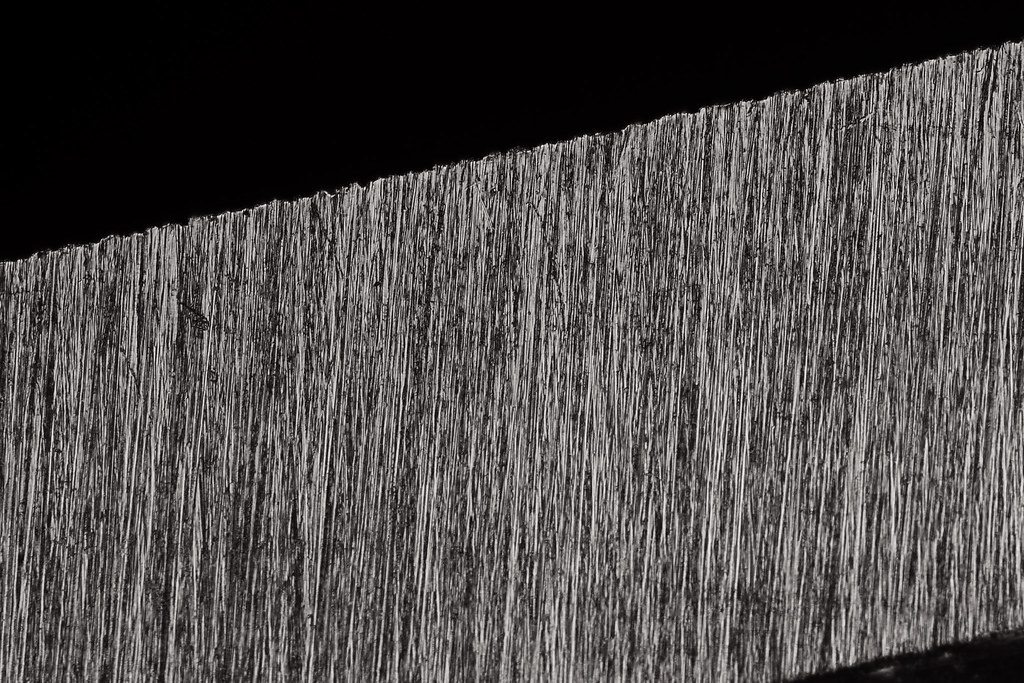 Razor sharpening on I-1000-VB. Micro
Razor sharpening on I-1000-VB. Micro  Razor sharpening on I-2000-VB. Micro
Razor sharpening on I-2000-VB. Micro - разумеется, что для того, чтобы получить далее более однородную и тонкую кромку, ограничиться просто удалением гребешков рисок "до донышка" - будет недостаточно. От слова "совсем". "Усталость" стали в прикромочной зоне, дефектный слой от бокового воздействия зёрен абразива/рельефа абразивного бруска - никто не отменял. И если просто "слизать риски" - мы получим заведомо слабую кромку и скорее всего - оверхонинг или "фольгу" - вот типа, как тут - тут в большем масштабе - по горизонтали снимка 500мкм.:
 "Foil edge" for razor. Deformation
"Foil edge" for razor. Deformation by
oldTor, on Flickr
Правда, на приведённом примере это следствие неудавшейся термообработки, но и при вышеозвученных причинах, картина +- сходная.
Частично приблизиться к "всё и сразу" можно только с помощью техбарьера, на таких, по крайней мере, этапах, но и то - это будет не до достижения максимальной остроты, доступной на данном абразиве, а с некоторым припуском.
А близкое к "в нитку" и без гадостей на РК - это уж делается на совсем других этапах - вот тут разумный компромисс между гладкостью и однородностью РК и её шероховатостью, без которой вообще, комфортного бритья не будет, а будет "циклевание кожи":
 Finish sharpening оf razor. Awasedo
Finish sharpening оf razor. Awasedo Разумеется, ни на одном 1000-нике ничего подобного на самой кромке не получить, если только не оставить конский припуск. Но тогда после такого 1000-ника потребуется дальше ещё на других синтетиках немало снять. Почему, я, кстати, 1000-никами и не пользуюсь - предпочитаю (если бритва не требует ремонта, при котором нужны абразивы и грубее 1000-ника, часто значительно, а для просто рядовой переточки - этого совершенно хватает) - абразивы в принципе более тонкие, нежели 1000 по JIS - например, зернистостью порядка м7 - м5. При подходящих свойствах связки абразива и его концентрации - это и быстрее и однороднее и тоньше - в целом результат достигается быстрее и бритва меньше утачивается.
Или вот пример после, пожалуй, моего самого любимого тонкого синтетика - суэхиро G8 - на бритве - кромка тоже не "в нитку", хотя без микроскопа это не увидеть -
 Sharpening razor from У13A steel on Suehiro G8 #8000Jis
Sharpening razor from У13A steel on Suehiro G8 #8000Jis И это ещё нужно привести в состояние, как на предыдущем снимке, иначе будет агрессивновато в бритье.
Работая на суспензии свободного зерна после синтетиков, мы как раз и удаляем следы обработки брусков/камней заточного этапа, но вовсе не ограничиваемся удалением гребешков рисок. Можно не отдавать себе в этом отчёта, конечно, но если реально этим ограничиться, то это не лучший далеко вариант. Пока мы не снимем с некоторым запасом, и пока свободное зерно (с некоторой помощью закреплённого в камне-основе) не "отшелушим" и не удалим усталый участок на кромке и не выйдем там на сталь свободную от усталости, сообщённой абразивами раннего этапа обработки - у нас ничего по-настоящему толкового не получится.




