Пока опять дорожные заметки. Черновые, не очень полезные, но чтобы хоть как-то ехать. Что-то получается, но не уверен, что все правильно.
Как пройдет "проснулся, пару раз вздохнул - устал", так можно будет что-нибудь почитать и прочее. А пока - так.
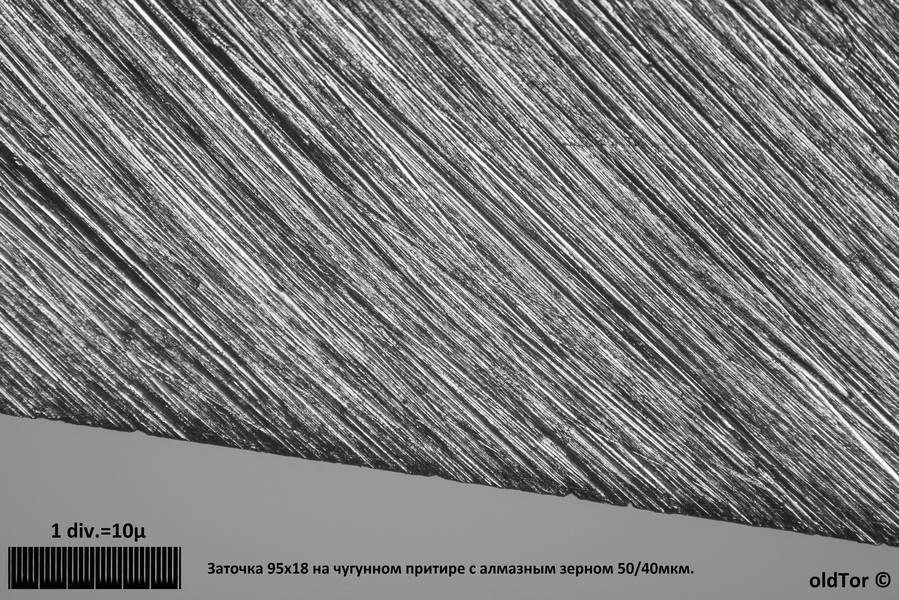
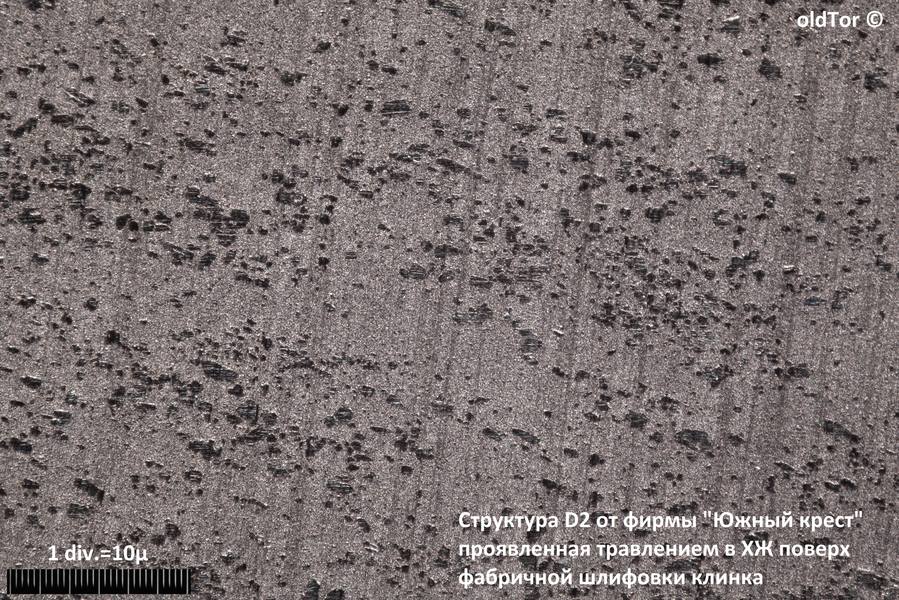
Взял старую ручную машинку для стрижки. Ножи чем-то точились - есть разброс рисок, но ничего сильно выходящего за 40мкм. нет.
Сильно выпуклые - площадь контакта едва ли пятую часть берет.
Как же они при этом стригли? Да никак. Сейчас, по меньшей мере.
Чугун + вдавливание зерна подшипникомНачал с пасты в 14/10, потом 28/20, сейчас пришел на 40/28, потому как объёмы работы на то намекают. Если бы только малый нож, то и 28/20 было бы достаточно, да и плотность работы, удержание зерна на 28\20 лучше. Но размер притира мал = часто менять слой СОЖ и потому больше возни с обеспечением работы притира.
За три дня (по часу где-то в день - больше не выходит):
короткий нож теперь только у двух крайних зубцов края имеют непроработку. Из принципа буду выводить в ноль.
Большой нож - процентов 80 закончено, но с ним начинаются сложности, потому как размер притира мал(два спичечных коробка), устойчивость не позволяет прижимать деталь двумя руками - одна рука занята удержанием притирчика. Визуально оно на 90% готово, по факту - только 60, потому как теперь свой горб убирать.
Как бы я ни любил формат задников от распила брусков на бланки апекса, но здесь уже не заточка ножей, а большая площадь контакта и детали:
нужна устойчивость, неподвижность и запас по площади, чтобы реже обновлять СОЖ и чистить притир - длиннее сеанс работы.
Думал было перейти и вовсе на 60\40, но уже на 40\28 есть отдельные тычки.. не думаю, что будет лучше по скорости и проверять лень.
По притирке притирчикаОА + пленка на стекле для чугунного притирчика - зло в чистом виде.
Выделил каверну, попытался замерить глубину посредством Peak 2008-50 - вышло что-то.. скажем, пятой-десятой части деления (деление = 0.1мм.).
По крупному порошку(F60-F100), особо КК, возникло было впечатление, что каверны как раз сажает.
+ лезли царапки, когда шоркаешь стальной линейкой по поверхности.
Так что перешел на ОА F230.
Думал, за пару заходов (6 смен порошка) справлюсь. Потом предположил, что уж еще десятка полтора смен порошка - и уж точно все.
Спустя еще два десятка смен порошка маркер на дне каверны еще виднеется. Бросил это дело.
Порошок работает порядка пары минут. Пленка держит порядка 3-4 смен порошка F230.
Царапки при тесте на вдавливание линейки и смещении её - все еще есть.
Повозюкал так и сяк, пока перестали появляться царапины от чего-то вываливающегося.
Перешел на F400 ОА. Работает для своей стадии куда как более заметно, деградирует неохотно. А вот пленка уже после двух заходов начинает скрипеть и заедать.
Стало сильно глаже, но поверхность все еще в кракелюрах и географические перепады присутствуют.
Не так гладко и однородно вышло, как у Ярослава, но изначально было ясно, что пока однородность не светит и не нужна, да и работа более на съём мяса.
Потому оставил как было и дальше уже пробовал притирать ножи машинки.
Как идет работа с притиром:
выбрал пасту, густо(толсто, избыточно, но поверхность притира проглядывается) и равномерно намазал пальцем по поверхности,
3-4 прохода с нажимом подшипником,
далее уайт-спирит(Sansodor) для разжижжения и салфеткой убираю основу пасты и прочее.
Часть зерна при этом, ясно, вываливается и чертит по чугуну. Ничего не поделаешь. Но даже если буду каждый день притирать ножи для машинки, то пасты мне хватит лет на триста.
Протираю, пока жирный блеск не уйдет. Т.е. визуально поверхность сухо-жирная.
Капля-две уайт-спирита и - поехал. Временами и вовсе на том, что после протирки салфеткой осталось, пробовал. Но все же на керосине показалось что быстрее.
Следим за характером получаемой поверхности:
- есть темно-серый налет в придачу к рискам = свободное зерно. Надо почистить притир и теперь уже лучше отчищать от остатков основы пасты и не вдавленного зерна. И СОЖ меньше добавлять.
- Сияние, блеск и т.д. Слишком мало СОЖ. Поначалу кажется, что так быстрее, но зерно быстрее срабатывается и забивается все отработкой.
- Отработка стала суховатой, пошла рябью и сухим песком - пора добавить уайт-спирита и протереть притир. Часть зерна опять покинет нас.
- Другое + нет особых луж = норма.
Ну и зерно не вечно, обновлять приходится несколько чаще, чем раньше думал.
Где-то каждые 4 смены СОЖ и протирки притира приходится менять пасту. Момент заметен тактильно вполне. Как по однородности хода, так и по ощущению зацепа от зерна.
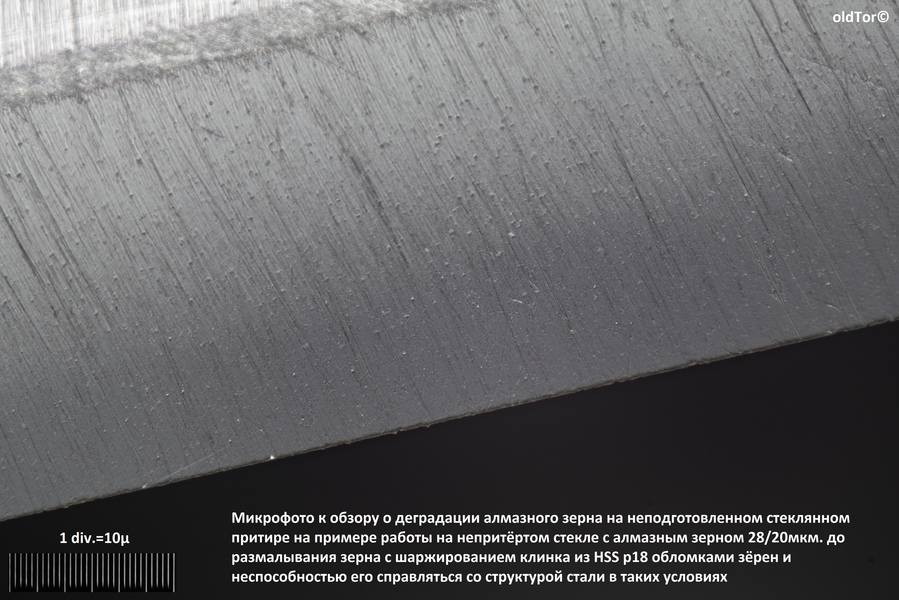
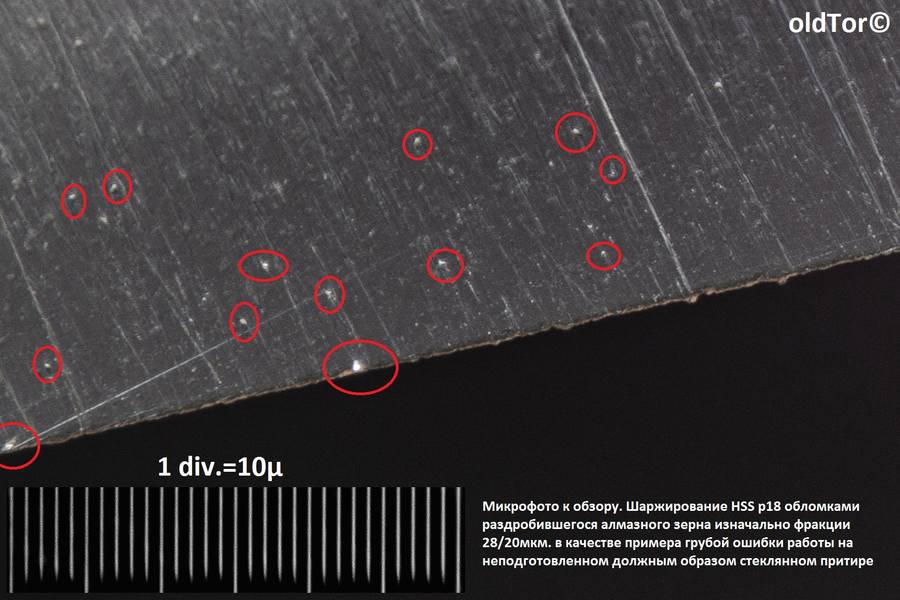
Что смущает:- думал, что зерно шаржируется все и насмерть. А оно даже при просто протирке бумажной салфеткой выпадает.
Да и по фото в теме ранее(лень проверять, но вроде бы здесь, а не в пастах) очевидно, что часть зерна прямо вбивается по шею, часть просто зацепилось и держится.
- притирка чугуна, избавление от шаржированного
По выравниванию данных мало. Надо было сразу по отдельным кавернам фиксировать результат.
Шабрить нечем. И пока не охота вводить новые сущности.
Для теста на "нечто выпадающее и потом чертящее по поверхности" нашел пару болтов желтого цвета и кусочков меди\латунек.
Думаю, и просто копеечных монеток было бы достаточно.
Заснять, что там царапает, не вышло.
- в ходе работы появляются короткие риски на притире
явно, зерно сдвинулось и впилось опять. Изредка, но постоянно.
Давлю сильно? или это норма?
- Где-то каждые 4 смены СОЖ и протирки притира приходится менять пасту
Плохо вдавил? Не так устроил процесс намазывания-вдавливания-убирания основы пасты?
Быть может, было бы проще это увидеть на видео.. но не уверен и это требует времени.